English
English
Designguide for metallplater, plastproduksjon, produksjon av metallplater, prototyper
Denne veiledningen hjelper deg med å forberede metalldelene dine for produksjon.
1. Hvorfor er det viktig å produsere?
Design for produksjon, kjent som DFM, sikrer at komponentene du designer kan produseres, noe som er avgjørende for outsourcing. Det bidrar til å redusere revisjoner og snuoperasjoner.
2. Oversikt
Materialvalg
- Rustfritt stål
- Stål (ikke behandlet)
- Galvanisert stål
-Aluminium
- Messing
- Kobber
Avslutter
Vi tilbyr finishene nedenfor for dine metallplatekomponenter:
- Sveising av platekomponenter med MIG og TIG
- Medrivende
- Pulverlakkering
- Plating
Måler
Måler indikerer tykkelsen på metallplater, avhengig av materialet. For eksempel, i rustfritt stål er måler 18 en tykkelse på 1,270 mm, mens i aluminium er måler 18 lik 1,024 mm.
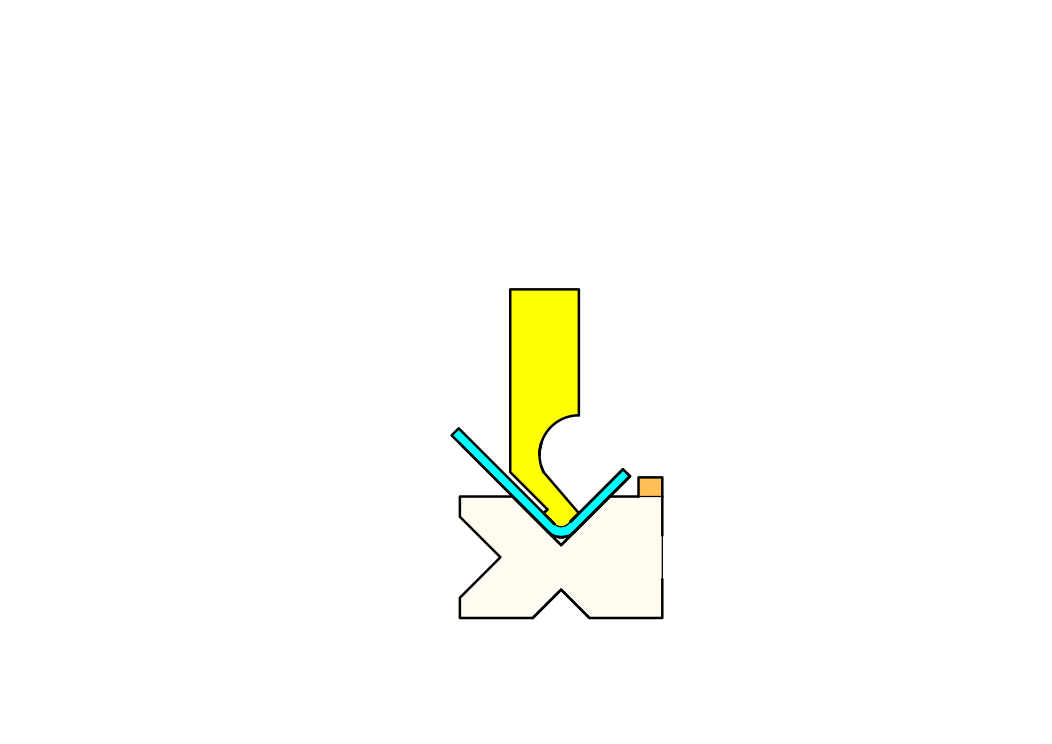
Bøye
En bøy er deformasjonen av et ark over en akse. Den er laget ved hjelp av en stans og en die.
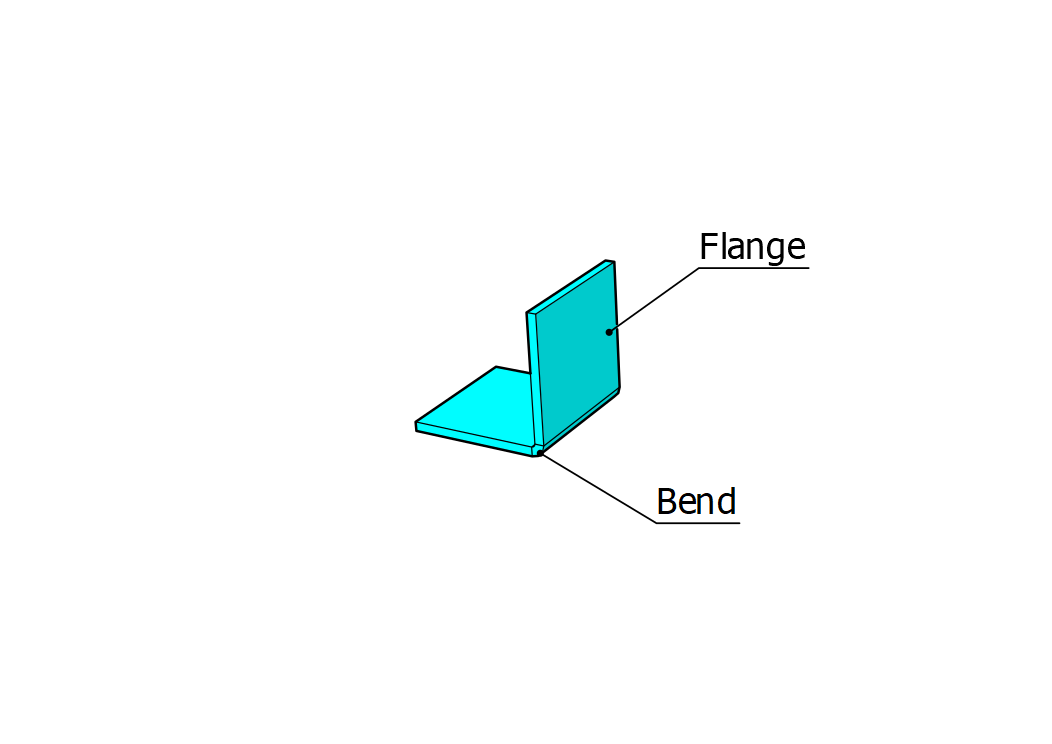
Flens
En flens er en dannet del av metallplate. Den er laget ved hjelp av bøying.
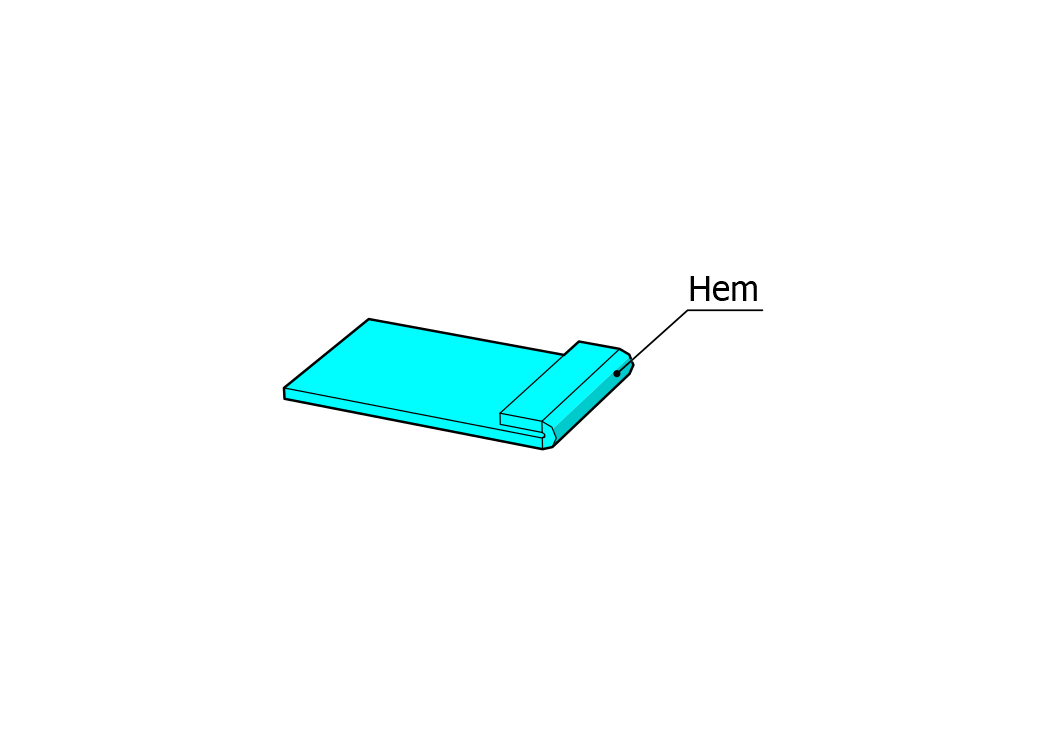
Hems
En fals en rullekant, metallplaten rulles til den er i flukt med seg selv. Den er laget ved å bøye metallplaten til 180°.
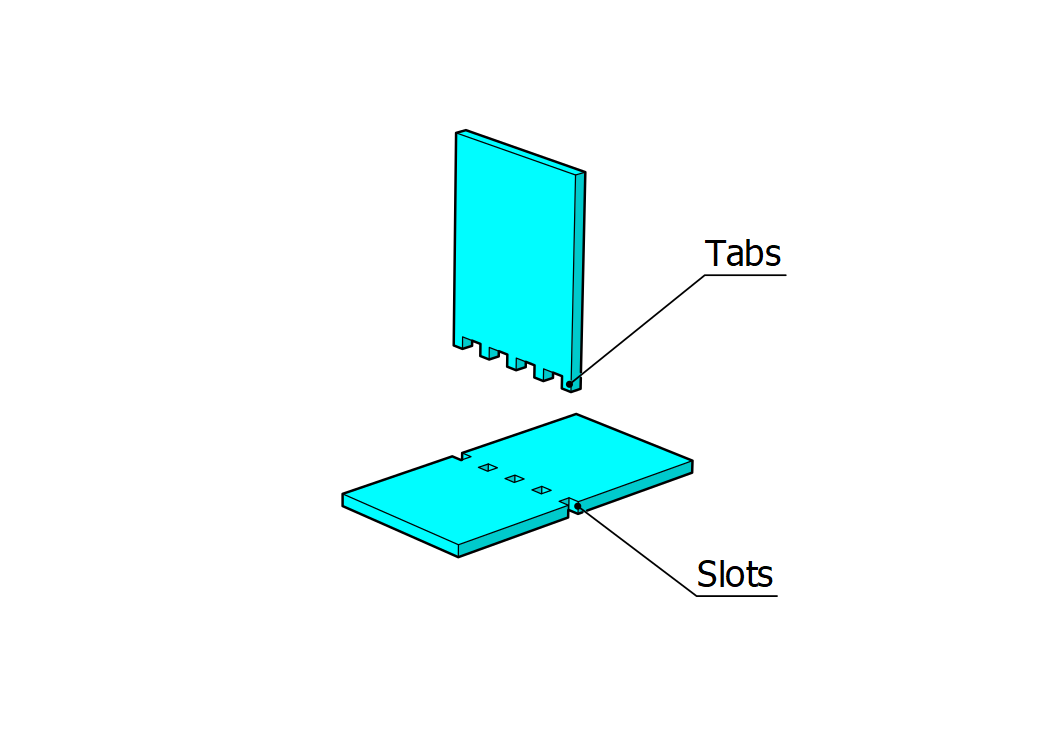
Faner
En flik er en liten form ekstrudert av metallplater. Den brukes til å forsterke delen eller for å legge til ekstra funksjonalitet.
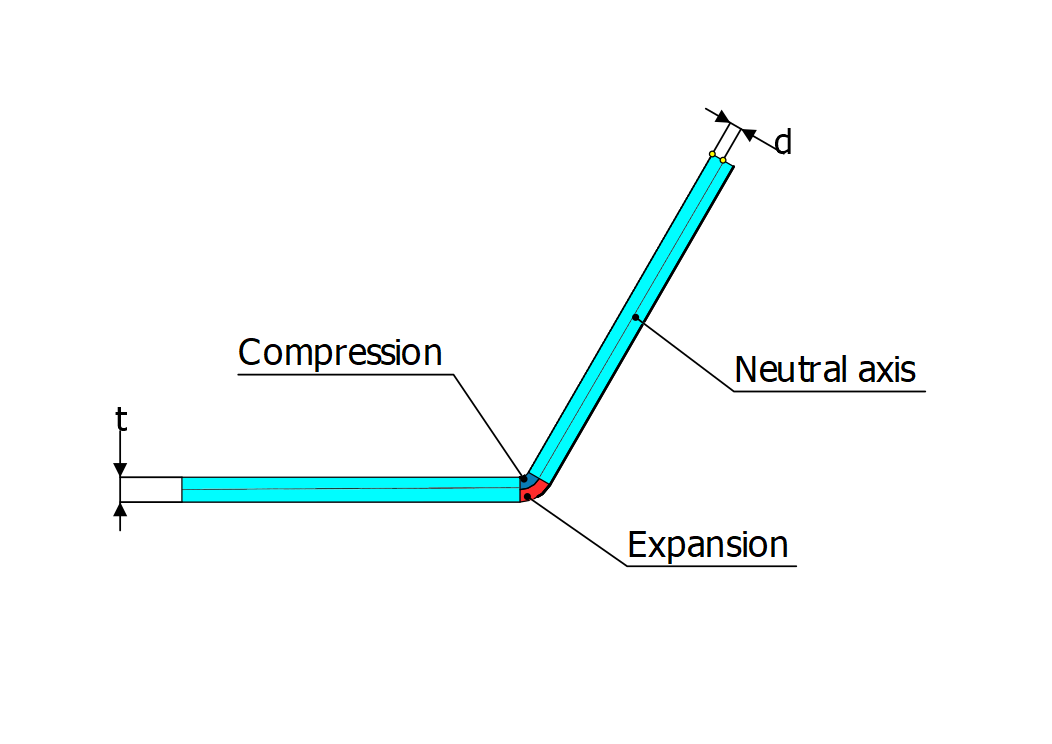
Nøytral akse og K-faktor
En plate av metall utsettes for kompresjons- og ekspansjonskrefter ved bøyning.
Den nøytrale aksen er en seksjon der det ikke er noen krefter, og dens posisjon varierer i henhold til materialet til metallplaten.
K-faktor er et forhold mellom avstanden mellom den nøytrale aksen på tykkelsen på arket.
3. Hvordan oppnås produksjonsevne?
For å sikre at de utformede delene dine kan produseres, må du følge de beste praksisene for å forbedre produksjonsevnen og få produkter av høy kvalitet.
4. Hva er disse beste fremgangsmåtene?
Flatt mønster
Et flatt mønster må ikke krysse hverandre.
Ensartet veggtykkelse
Deler er laget av en metallplate, og de utformede delene skal ha samme tykkelse (t). Anbefalt platetykkelse varierer fra 0,02 til 0,3 tommer.
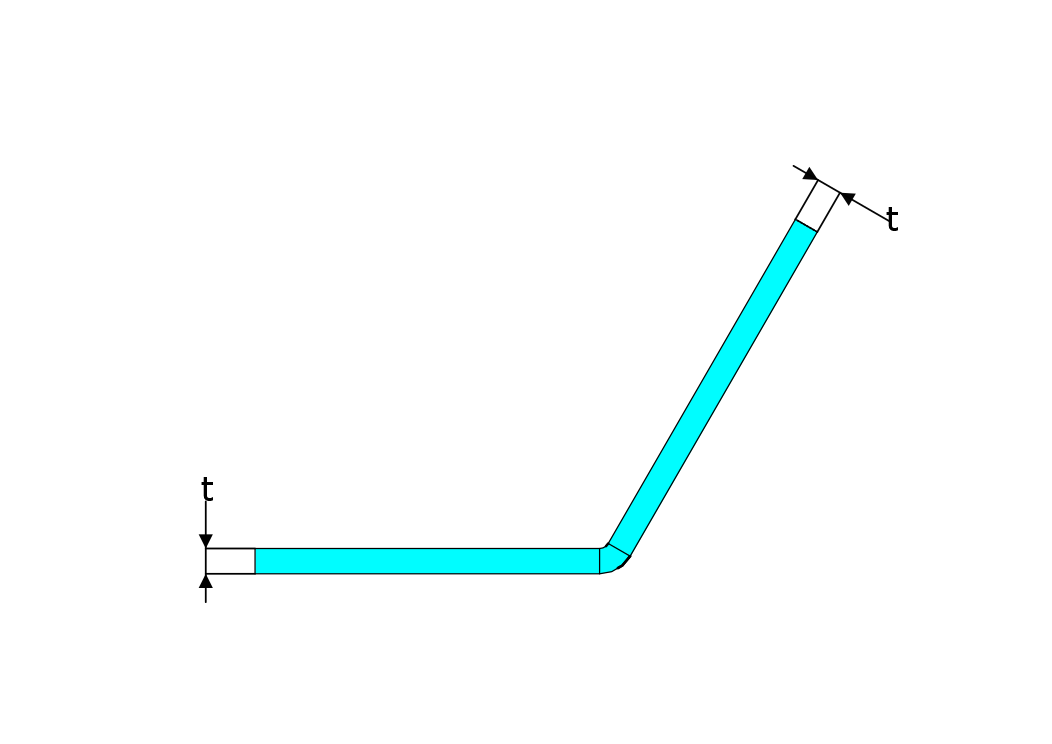
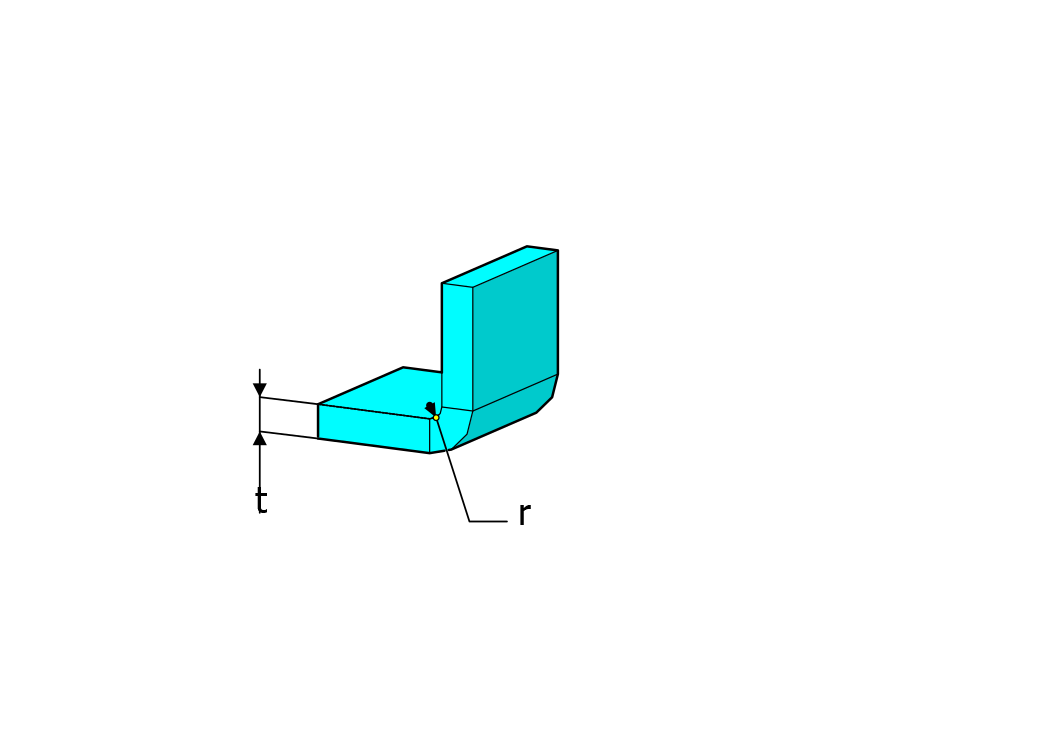
Bøyeradius (radii)
Platedeler bør ha en bøyeradius for å unngå sprekker. Bøyeradius (r) må være mellom én til timesheettykkelse (t).
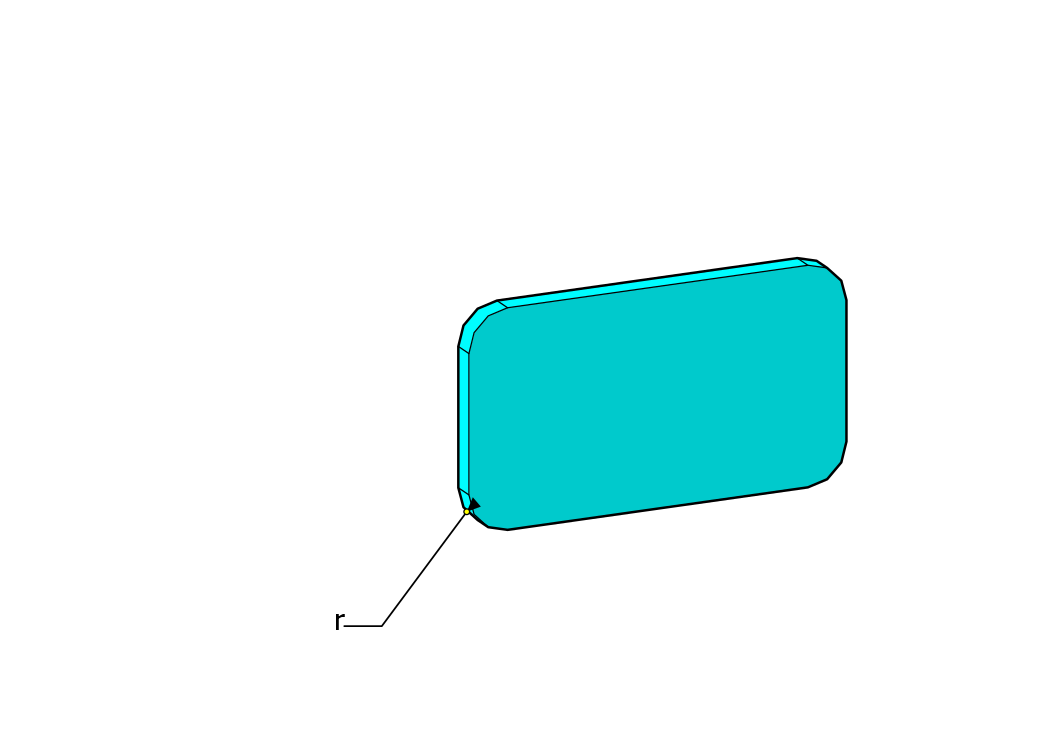
Legg til hjørne
Platedeler kan ha skarpe kanter. Å legge til hjørner for å bryte skarpe kanter er en god ting som kan beskytte brukere og gir en jevn finish til deler.
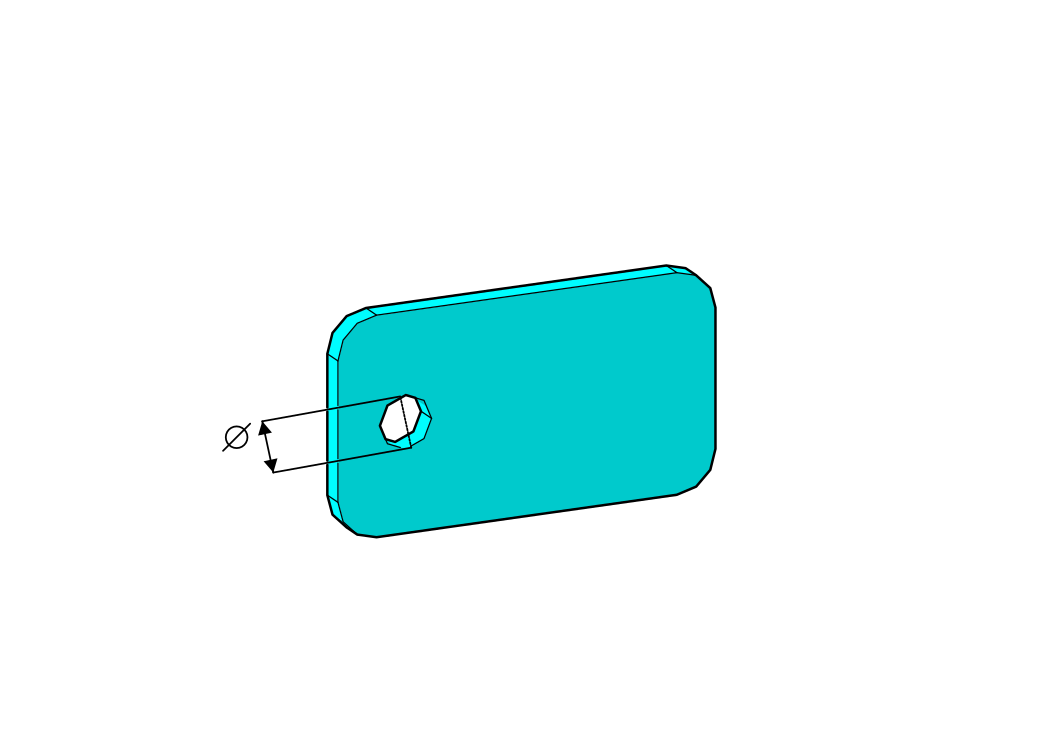
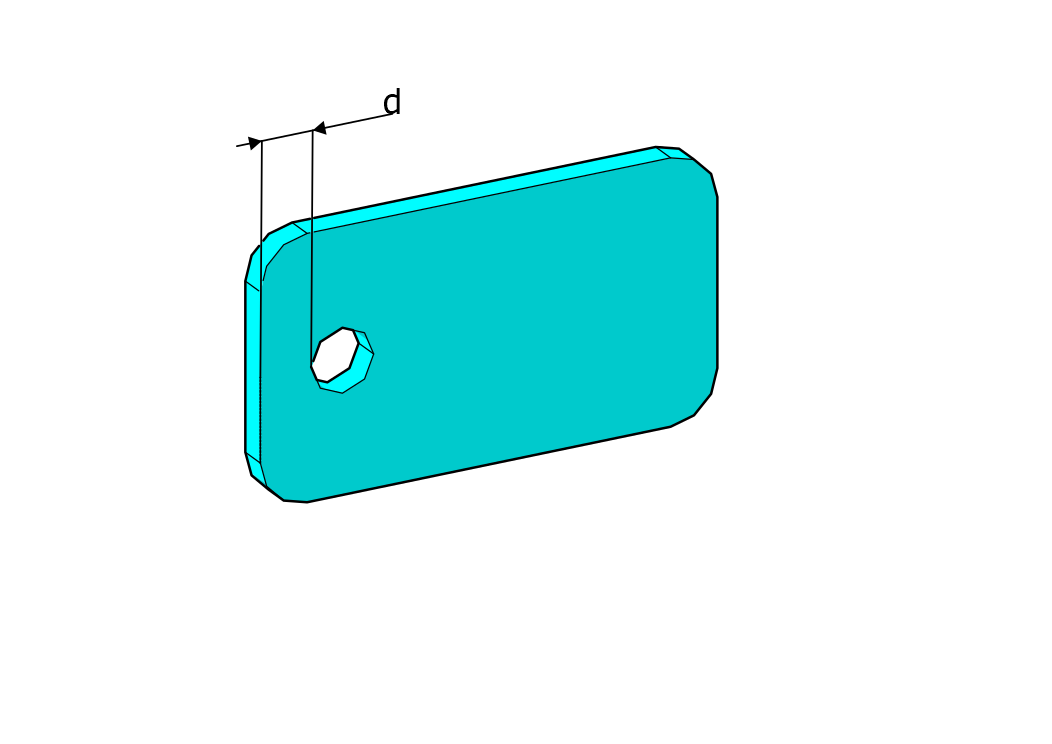
Minimum hulldiameter
Å ha hulldiametre mindre enn platetykkelsen kan føre til deformasjon i arbeidsstykket. Anbefalt diameter bør være større enn platetykkelsen.
tekst/javascript
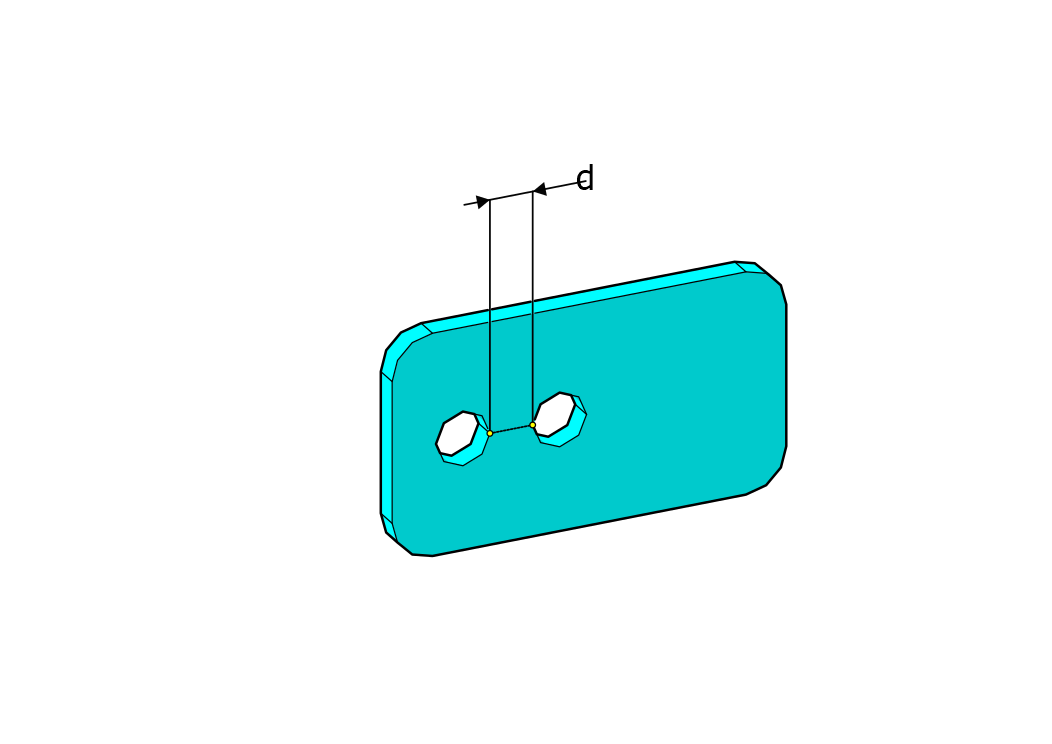
Avstand mellom hullene
Avstanden mellom hullene må være minst tre ganger tykkelsen.
Avstand mellom hull og kanter
Avstanden mellom hullet og kanten skal være større enn tykkelsen på arket.
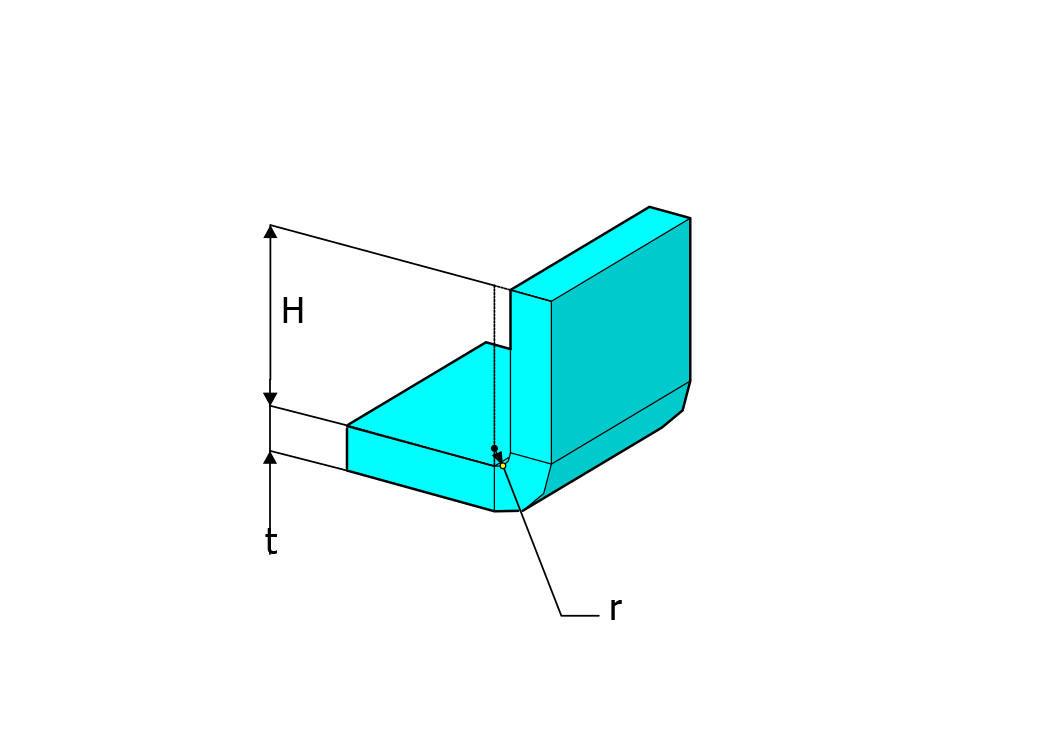
Minimum høyde bøy
Bend må være høyere enn summen av to ganger tykkelsen pluss radius.
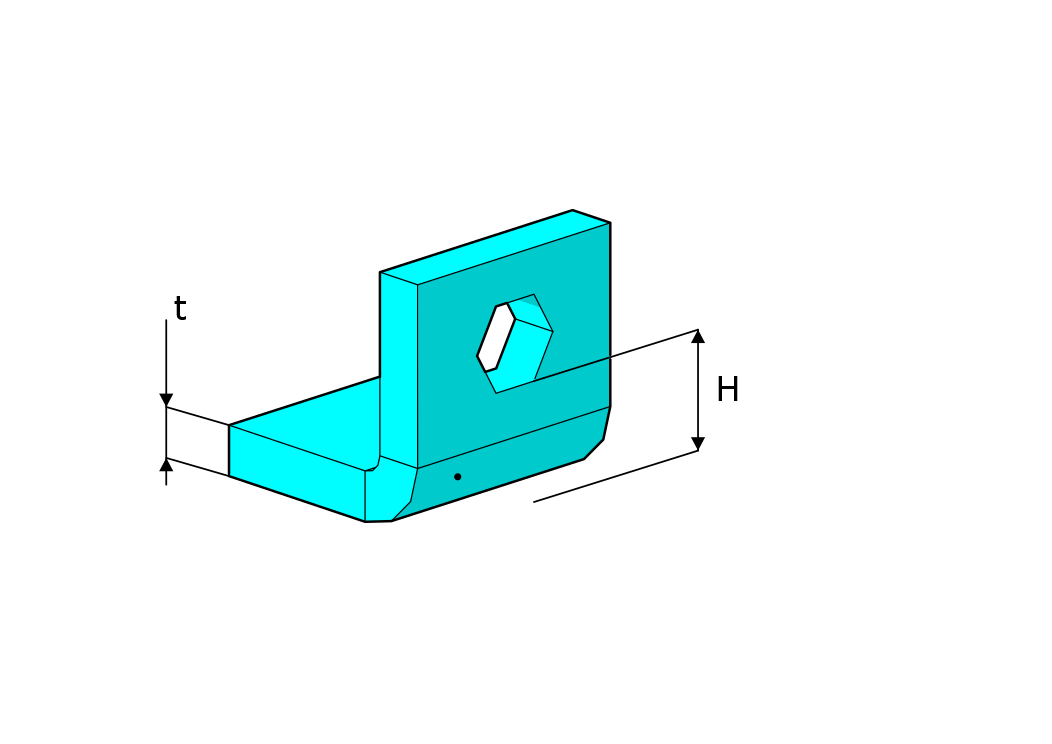
Avstand mellom hull og bend
Høyden på hullene (H) må være mer enn tre ganger tykkelsen (t).
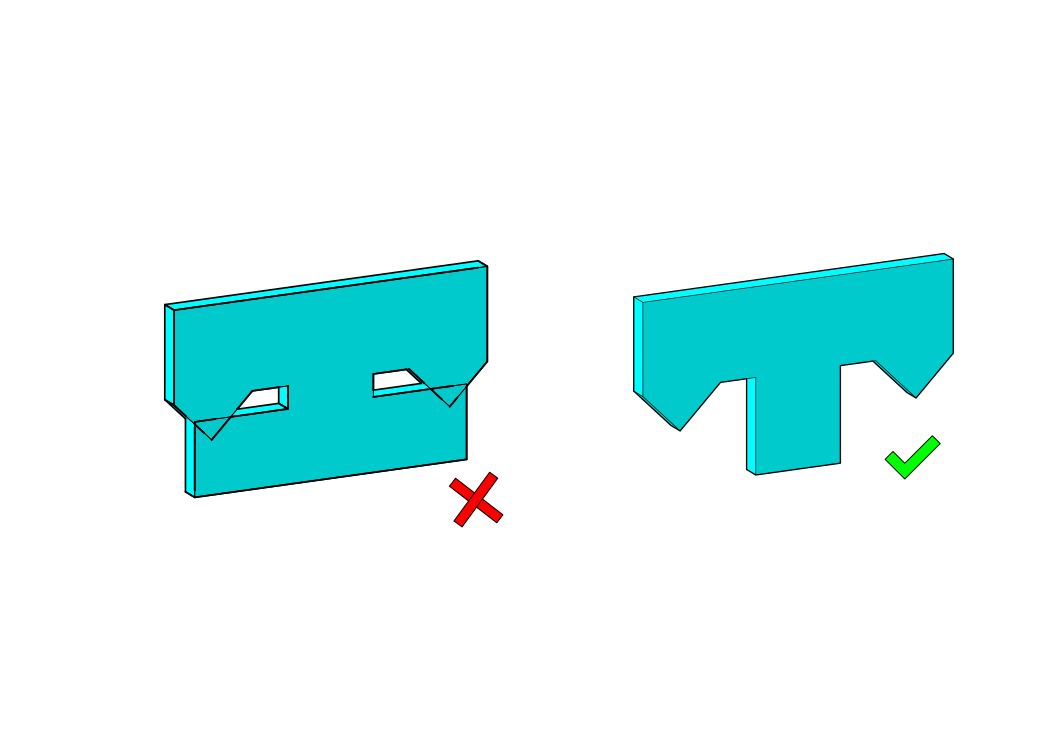
Bøyeavlastning
En bøyningsavlastning er et kutt laget ved siden av en bøy når det er et materiale på hver side for å forhindre riving og deformasjon av arket når det bøyes. Bøyeavlastning avhenger av tykkelse og materiale. Bøyeavlastningsbredde (w) må være halvannen ganger arktykkelsen (t). Bøyeavlastning (Dp) må overstige bøyen.
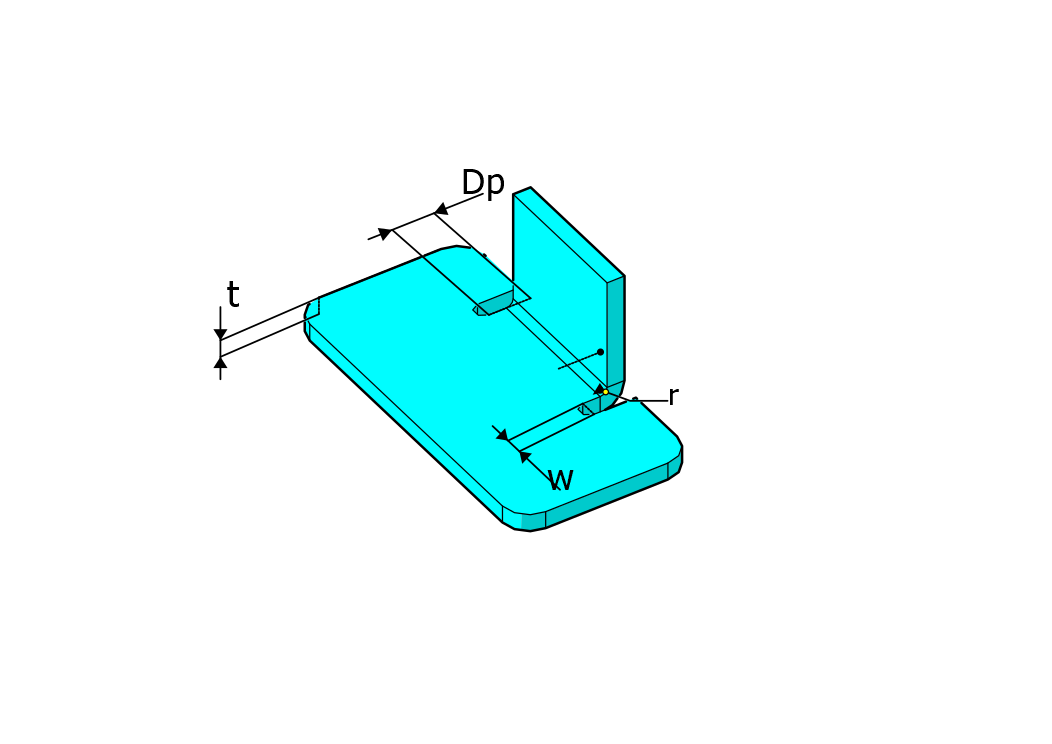
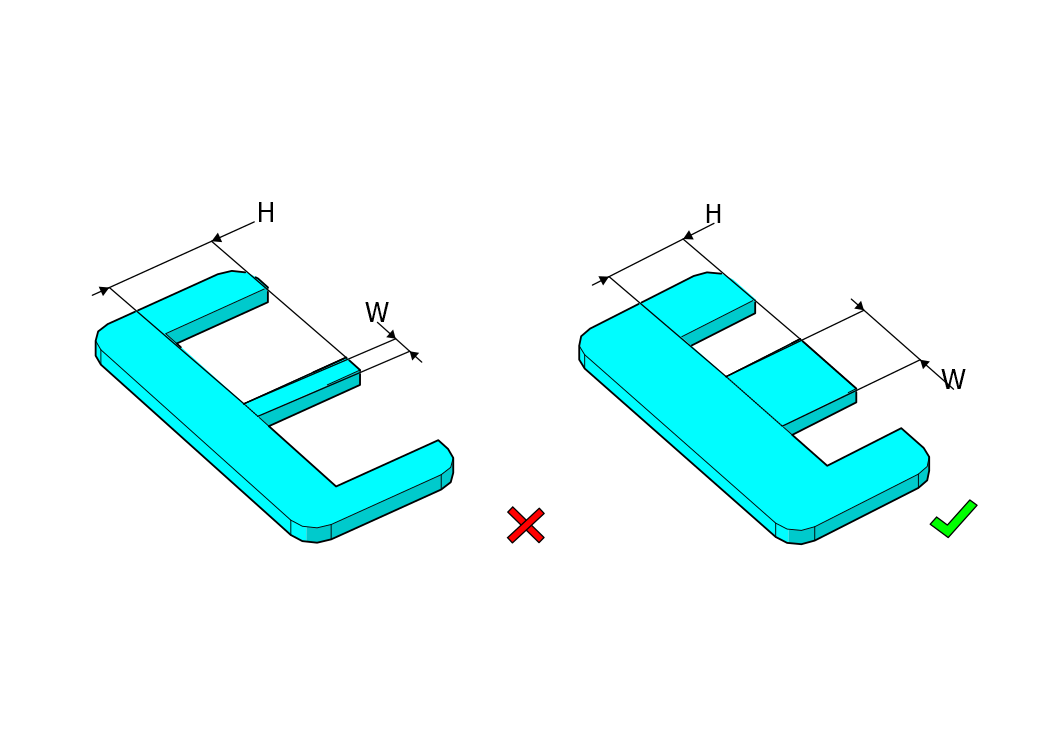
Hakk
Innskjæringsbredden må være større enn arktykkelsen (t), og høyden (H) bør ikke overstige fem ganger bredden (W).
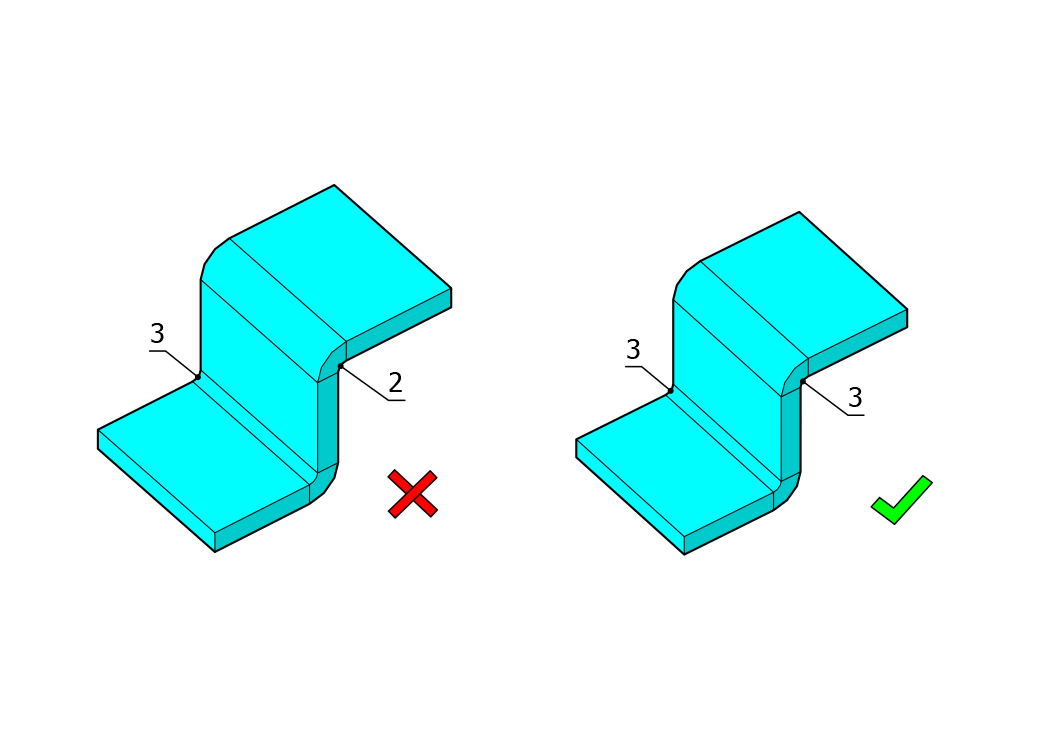
Bøy konsistens
Å holde samme bøyeradius på tvers av alle bøyninger er mer effektivt for å minimere bøyekostnadene.